 English
English 中文简体
中文简体 русский
русский Español
Español Français
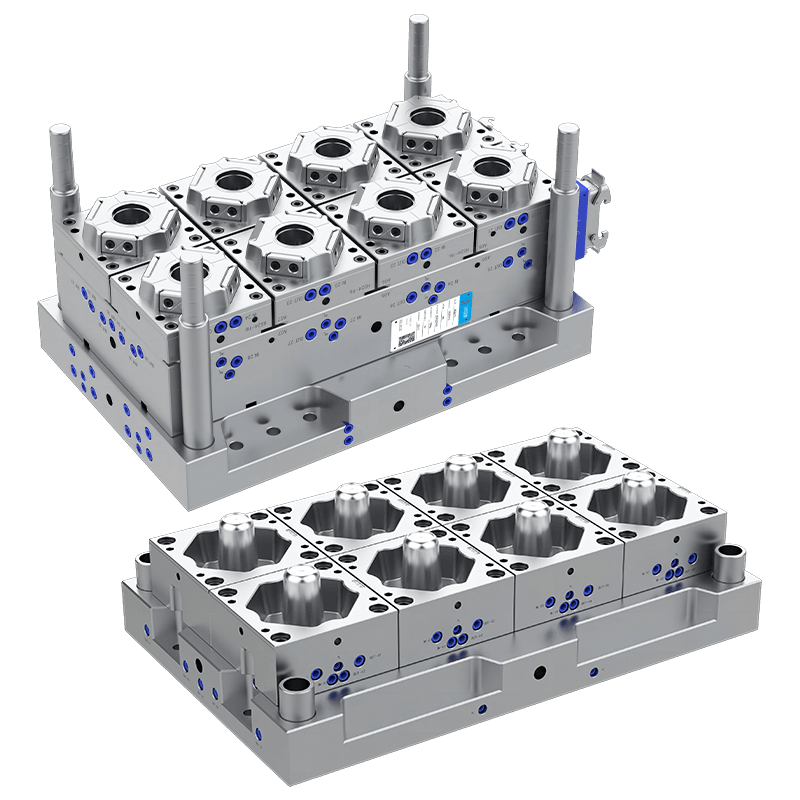
FrançaisMoule pour récipient alimentaire à paroi mince : conception et normes régionales
Exigences de traitement et prévention des défauts dans les moules pour récipients alimentaires à paroi mince
Défis d’injection à grande vitesse et de longueur d’écoulement.
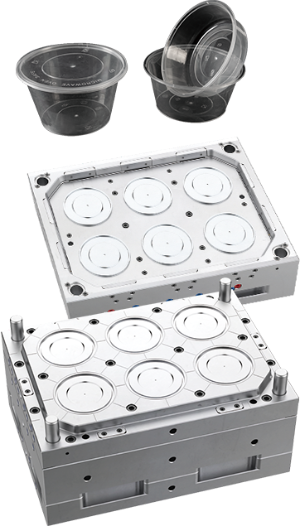
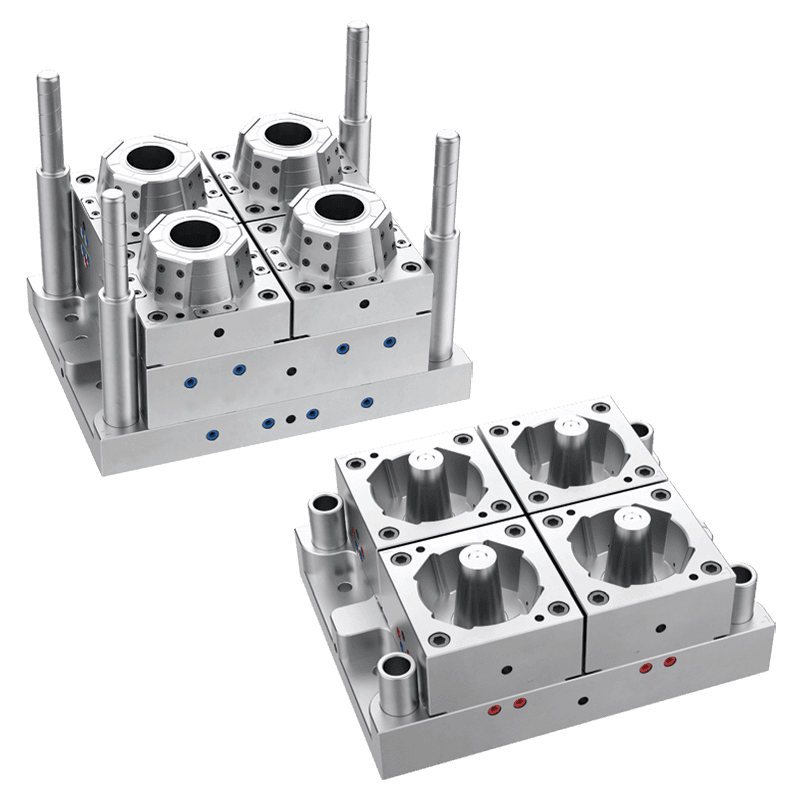
Un moule pour récipient alimentaire à paroi mince produit des conteneurs avec des épaisseurs de paroi de 0,25 à 0,60 mm, nettement plus fines que les conteneurs standards (0,80 à 1,20 mm). Les produits typiques comprennent des contenants de 200 à 1 000 ml pour le yaourt, la margarine, les plats préparés et les soupes à emporter. Le moule nécessite des machines de moulage par injection avec des vitesses d'injection élevées (200 à 800 mm/s) et des pressions d'injection élevées (150 à 250 MPa), car le plastique fondu doit remplir la fine cavité avant de se solidifier. Pour un récipient rond de 500 ml avec une épaisseur de paroi de 0,40 mm, la longueur d'écoulement depuis la porte jusqu'au coin le plus éloigné est de 150 à 200 mm, ce qui donne un rapport longueur/épaisseur d'écoulement de 375 à 500 : le polypropylène (PP) avec un indice de fluidité à chaud (MFI) de 30 à 60 g/10 min est le matériau principal. Le nombre de cavités pour les moules à paroi mince va de 2 à 48 ; un nombre plus élevé de cavités nécessite des machines plus grandes (force de serrage de 250 à 1 000 tonnes). Un moule à 48 empreintes pour un récipient en PP de 300 ml (surface projetée de 1 800 cm²) nécessite une force de serrage de 900 à 1 200 tonnes (calculée à 0,5 à 0,7 tonne/cm²).
Conception de porte et équilibrage du flux de fusion.
La porte, où le plastique fondu pénètre dans la cavité, doit être dimensionnée pour permettre un remplissage rapide sans créer de contrainte de cisaillement excessive. Pour les conteneurs à paroi mince, les portes en éventail (largeur de 5 à 15 mm, se rétrécissant à 0,3 à 0,6 mm d'épaisseur) ou les portes à broches multiples (2 à 4 portes par cavité) sont courantes. Une seule porte au centre du conteneur (base) produit un flux radial, qui fonctionne pour les conteneurs ronds jusqu'à 120 mm de diamètre. Pour les formes rectangulaires ou autres, plusieurs portes réduisent la distance d'écoulement. Pour un conteneur rectangulaire de 200 × 150 mm avec deux portes sur le côté long, le temps de remplissage est de 0,2 à 0,5 seconde. Le portail doit également se cisailler proprement ; les portes de tunnel (portes sous-marines) sont préférées car la porte se sépare lorsque le moule s'ouvre, éliminant ainsi une étape de détourage distincte. Le diamètre de l'entrée du tunnel pour le PP à paroi mince est de 0,8 à 1,5 mm, avec un angle de 30 à 45 degrés. Si la porte est inférieure à 0,8 mm, la pression d'injection augmente de 30 à 50 %, risquant des tirs courts ; s'il est supérieur à 1,5 mm, le vestige de la porte (marque restante) dépasse 0,5 mm de hauteur, ce qui peut gêner l'étanchéité ou l'empilage du couvercle.
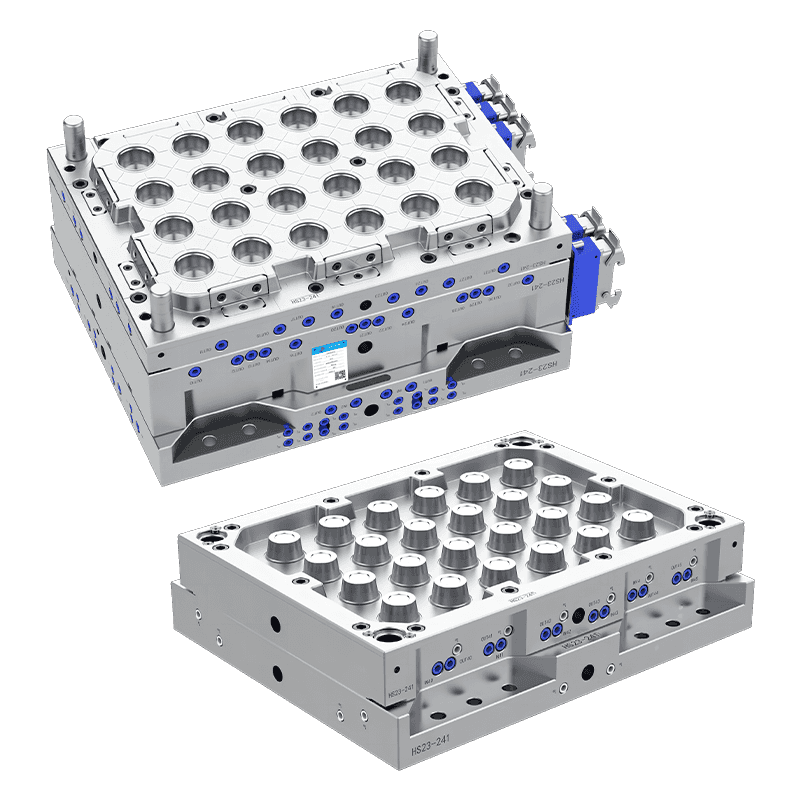
Stratégies de ventilation et d’évacuation de l’air.
Unir trapped in a thin cavity has little space to escape; if not removed, it compresses and heats to 200–300°C, causing burn marks (brown or black spots, 1–3 mm diameter) on the container surface. Vent depth is critical: for PP, 0.02–0.03 mm; for PET, 0.01–0.02 mm. Vents wider than 0.04 mm allow flash (plastic leakage), ruining the container edge. For a 32-cavity mould producing 500 mL round containers, total vent length (the combined length of vent channels at the cavity perimeter) is 400–600 mm per cavity, or 12–19 meters across all cavities. During the 0.2–0.5 second fill, this vent area must allow air flow of 0.5–2.0 L per shot to escape. Some thin wall moulds incorporate vacuum assist—a vacuum pump applied to the vent channels to draw air out before injection. Vacuum of 40–80 kPa reduces required injection pressure by 10–20% and improves fill consistency. Vacuum-assisted moulds show short shot rates below 0.1%, compared to 0.5–2.0% for non-vacuum systems. However, vacuum systems require sealing the mould parting line with gaskets, adding maintenance complexity.
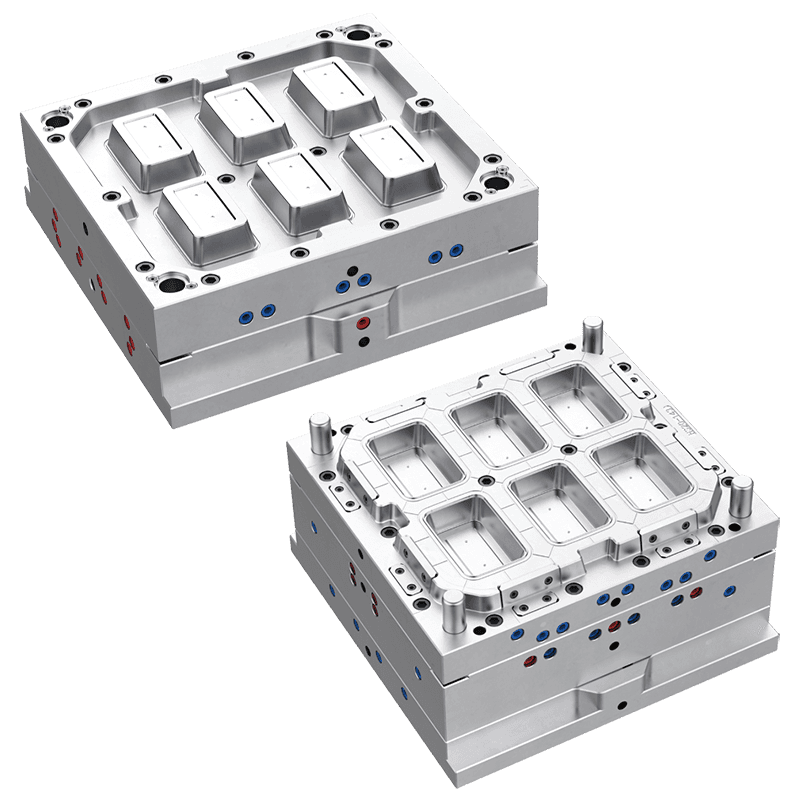
Système de refroidissement pour une solidification rapide.
Les conteneurs à paroi mince se solidifient rapidement car la paroi est mince : le PP de 0,40 mm refroidit de la température de fusion (220 à 240 °C) à la température d'éjection (80 à 100 °C) en 2 à 5 secondes. Le moule doit éliminer cette chaleur uniformément pour éviter le gauchissement. Les canaux de refroidissement sont placés à 6-12 mm de la surface de la cavité, avec un liquide de refroidissement (eau à 8-20°C) circulant à raison de 10-20 L/min par circuit. Le refroidissement conforme (canaux suivant le contour du conteneur) réduit le temps de refroidissement de 15 à 30 % par rapport aux canaux à perçage droit. Pour un récipient rectangulaire avec refroidissement conforme, la variation de température à travers la cavité est de 3 à 8 °C ; avec des canaux droits, la variation est de 12 à 20°C. Le temps de refroidissement, la partie la plus longue du cycle, varie de 3 à 10 secondes pour les récipients à paroi mince. Une réduction d'une seconde du temps de refroidissement augmente le rendement de 10 à 15 % pour un cycle de 10 secondes. Les moules qui maintiennent un refroidissement constant tout au long d'un cycle de production (augmentation de la température du liquide de refroidissement en dessous de 2°C) atteignent les temps de cycle les plus courts et sans défauts.
Recommandations de produits associés
Contactez-nous
E-mail: [email protected]; Ou remplissez le formulaire de contact ci-dessous.
Yongkang Huashun Mold Co., Ltd. est une entreprise technologique spécialisée dans la production de moules d'injection à paroi mince.
